|
Laufwerk, Antrieb und Neigetechnik |
|||
| Navigation durch das Thema | |||
|
Um das
Laufwerk
zu betrachten, müssen wir wieder zur
Achsfolge
zurückkehren. Zur Erinnerung, diese wurde mit (1A)‘(A1)‘ + (1A)‘(A1)‘ +
2‘2‘ + 2‘2‘ + (1A)‘(A1)‘ + (1A)‘(A1)‘ + 2‘2‘ + (1A)‘(A1)‘ + (1A)‘(A1)‘
angegeben. Bei einer genaueren Betrachtung erkennen wir, dass insgesamt 36
Achsen
vorhanden waren und diese immer zu zweit in
Drehgestelle
gepackt wurden. Die Verteilung lässt sogar erkennen, das jeder Wagen davon
zwei Stück hatte.
Das stimmt jedoch nicht, denn die
Antriebe
waren speziell und hatten auf die
Drehgestelle
schlicht keinen direkten Einfluss erhalten. Das vereinfacht die
Betrach-tung, denn es reicht, wenn wir ein Drehgestell an-sehen. Aufgebaut wurde das
Drehgestell
mit Stahlblechen. Dieser hochfeste Werkstoff war für diese stark
belasteten Bauteile ideal geeignet. Mit Hilfe der elektrischen
Schweisstechnik
wurde der Rahmen so aufgebaut, dass ein H entstand. Von der Seite konnte
jedoch erkannt werden, dass eine gekröpfte Ausführung für den
Drehgestellrahmen
verwendet wurde und die Längsträger höher waren als der Mittelträger. Eine
Konstruktion, die damals durchaus üblich war. Dieser
Drehgestellrahmen
war nicht bei allen
Drehgestellen
identisch aufgebaut worden. Die beiden Modelle, die jeweils bei den
Führerständen
angeordnet wurden, besassen einen Stirnträger, der zur Aussenseite des
Zuges angeordnet wurde. Er wurde hier benötigt, weil an diesem Träger die
benötigten Bauteile der
Zugsicherungen
montiert werden mussten. Das führte unweigerlich dazu, dass hier das
schwerste Drehgestell des Zuges zu finden war.
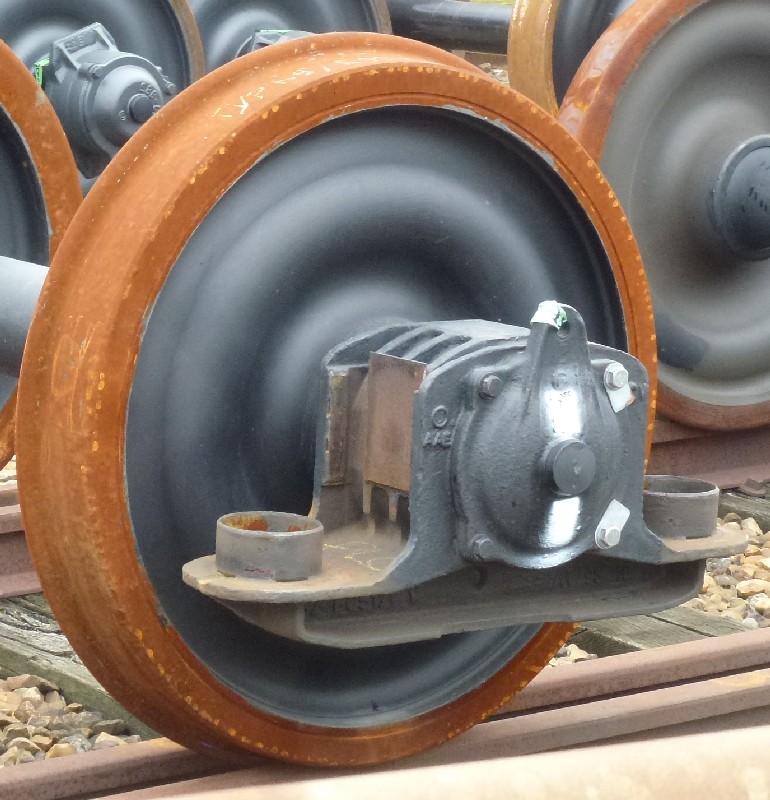
Die hochfesten
Achsen
waren mit den Aufnahmen für die
Räder,
die
Achslager
und die
Bremsen
versehen worden. Vorerst bleiben wir jedoch beim
Radsatz
und dieser benötigte zwei Räder, die auf der Welle aufge-schrumpft wurden,
und so fest montiert waren. Bei jedem Rad handelte es sich um ein Monoblocrad. Diese Radsätze entsprachen soweit den üblichen Ach-sen, wie sie in allen Fahrzeugen der Schiene eingebaut wurden. Lediglich bei Triebachsen waren damals noch andere Lösungen vorhanden. Hier hatten aber auch diese die erwähnte
Ausführung erhalten. Unterschiedlich zu den anderen Fahrzeugen war nur der
Durchmesser, denn dieser wurde auf 890 mm verringert. Kleine Räder und hohe Geschwindigkeiten waren ei-gentlich keine gute Sache für die Achslager. Die Lager mussten daher für eine hohe Drehzahl ausgelegt wer-den. Seit mit den
TGV
und
ICE
die Rekorde aufgestellt wur-den, war klar, dass die verbauten
doppelreihigen
Rol-lenlager
auch damit kein Problem hatten. Diese aussen auf der Achswelle montierten
Lager
waren geschlossen und wurden mit
Fett
dauerhaft geschmiert. Gegenüber dem Drehgestellrahmen war jede Achse mit vier Schraubenfedern abgefedert worden. Bei jedem Achslager wurde beidseitig davon je ein Stück verbaut. Eine sehr gut funktionierende
Federung,
die auch für die hohen hier gefahrenen Geschwindigkeiten geeignet war.
Andere Lösungen waren bei dieser
Primärfeder
jedoch nicht vorgesehen, denn die hier verwendete
Bauart
war sehr gut geeignet.
Schraubenfedern
konnten wegen der sehr kurzen Schwingungsdauer auch schnell folgende
Stösse
aufnehmen. Jedoch neigten sie deshalb auch dazu, in eine eigene Schwingung
zu geraten. Dieses Aufschaukeln musste verhindert werden und dazu wurde
bei jedem
Achslager
ein
Dämpfer
eingebaut. Dieser Dämpfer war hydraulisch aufgebaut worden und er wurde
immer zur Aussenseite des
Drehgestells
parallel zur
Federung
eingebaut.
Diese konnten nicht aktiv gesteuert werden.
Die Aus-führung war jedoch flexibel, so dass sich der
Radsatz
in den
Kurven
leicht einstellen konnte. Eine bei
Neigezügen
benötigte Lösung. Jedoch waren die Achslagerführungen in ihrer Beweg-ung gehemmt worden. Das sorgte dafür, dass die Ein-stellung in den Kurven nicht mehr optimal war. Damit wurde der
Radsatz
bei hohen Geschwindigkeiten auch nicht zu unruhig. Es war daher ein
Kompromiss für das grosse Problem von
Neigezügen,
die schnell fahren sollten, aber auch in den
Kurven
keine zu hohen Kräfte erzeugen sollten. Nicht optimal, aber
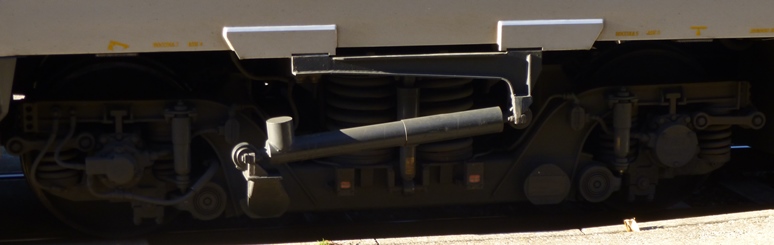
funktionierend. Damit haben wir die Drehgestelle aufgebaut. Die Unterschiede zwischen den Modellen mit und ohne Antrieb betrafen diese jedoch nicht. Wir werden später den Antrieb ansehen und dabei erkennen, dass sich dessen Bauteile im Drehgestell eigentlich nur auf die Achse auswirkten. Bevor wir jedoch dazu kommen, müssen wir die Laufwerke unter dem Wagen platzieren und diese auch gegenüber diesem abstützen. Nun kommen wir in den Bereich, die aus dem
Triebzug
einen
Neigezug
machte. Die bei der Baureihe ETR 450 noch verwendeten
Portale
waren verschwunden und die ganze Technik fand in dem Bereich zwischen
Drehgestellrahmen
und Kasten statt. Das war auch der Grund, warum die Rahmen gekröpft
ausgeführt wurden, denn die Konstrukteure benötigten den so gewonnen Platz
für die umfangreiche Technik der Kastenneigung.
Auch hier wurden dazu die schon bei den
Achsen
ver-wendeten
Schraubenfedern
eingebaut. Insgesamt waren davon vier Stück verbaut worden. Immer zwei
Stück bildeten je Seite ein Paar, das sich in Längsrichtung ausrichtete. Auf dieser Sekundärfederung stützte sich die Pendel-traverse ab. Auch sie wurde gekröpft ausgeführt. Um die sehr kurze Schwingungsdauer dieser Federung zu kompensieren, war zwischen dem Drehgestellrahmen und der Pendeltraverse bei jedem Paar ein Dämpfer eingebaut worden. Auch hier wurden hydraulische Modelle
verwendet. Die-se arbeiteten sehr gut und konnten leicht eingestellt
werden, was die Ausrichtung vereinfachte. Auch die bei hohen Geschwindigkeiten in den doch recht kurzen Drehgestellen auftretenden Schlingerbe-wegungen mussten wirksam verhindert werden. Dazu wurden zwischen dem Kasten und dem Drehgestell wei-tere Dämpfer eingebaut. Diese
Wir haben auch jetzt noch das Problem zu lösen, dass sich das Drehgestell gegenüber der Pendeltraverse frei bewegen konnte. Um das zu verhindern, war ein Mitnehmer eingebaut worden. Dieser war im
Drehgestell
platziert worden und er wur-de mit der Kastentraverse verbunden. Wegen der
eingebauten
Neigetechnik
musste er dort als Pendel ausgeführt werden, welches nur in der
Längsrichtung eine Stabilisierung erlaubte. Seitlich war das
Drehgestell
daher immer noch sehr frei beweglich. Um die benötigte Zentrierung des
Wagens zu erhalten, waren zwischen der Pendeltraverse und dem
Drehgestellrahmen
zwei
Zylinder
eingebaut worden. Diese wurden mit
Druckluft
betrieben. Dank dieser Lösung, die eine leichte Dämpfung erlaubte, wurde
mit den Zylindern die Wirkung der
Federung
nicht aufgehoben. Diese konnte ihre Arbeit daher immer noch ausführen. Die beiden
Zylinder
hatten aber noch einen weiteren Vorteil. Durch die Tatsache, dass sich der
Kasten zur Seite neigen konnte, bestand die Gefahr, dass er auf dem
Drehgestell
aufstehen konnte. Das musste wirksam verhindert werden und die beiden
Zylinder wirkten nun beschränkend. Gelöst wurde das einfach. War der
Kolben
komplett eingezogen, konnte er nicht mehr weiter zur Seite weichen, der
Kasten wurde gehalten. Zwischen der Pendeltraverse und der am
Kasten montierten Kastentraverse wurde die eigentliche
Neigetechnik
eingebaut. Bevor wir uns diese ansehen, müssen wir die verbaute Abstützung
ansehen. Dazu wurde die Kastentraverse über ein Pendel mit der
Pendeltraverse verbunden. Das erlaubte es, dass sie sich seitlich frei in
beide Richtungen bewegen konnte. Jedoch war in der Längsrichtung keine
freie Bewegung möglich. Die eigentliche Auslenkung des
Drehgestells
in den
Kurven
erfolgte daher zwischen der Pendeltraverse und dem
Drehgestellrahmen.
Das führte unweigerlich in der
Sekundärfederung
zu einer Belastung auf Torsion. Diese konnte jedoch von normalen
Schraubenfedern
nicht aufgenommen werden. Daher waren effektiv die dazu geeigneten
Flexicoilfedern
verwendet worden. Wobei sich diese nur in diesem Punkt unterschieden.
Es wird daher Zeit, wenn wir uns mit dieser
befassen und dabei war sie vom mechanischen Aufbau her sehr einfach
ausgeführt worden. Trotzdem, der wichtige Teil befand sich in diesem
Bereich. Beidseitig wurden daher zwei Zylinder zwischen der Kasten-traverse und der schon bekannten Pendeltraverse eingebaut. Diese Zylinder sorgten dafür, dass der Kasten kontrolliert auf dem Drehgestell stand. Eine Dämpfung war jedoch nicht mehr
vorhanden, da man gerade in diesem Bereich eine kontrollierte Bewegung
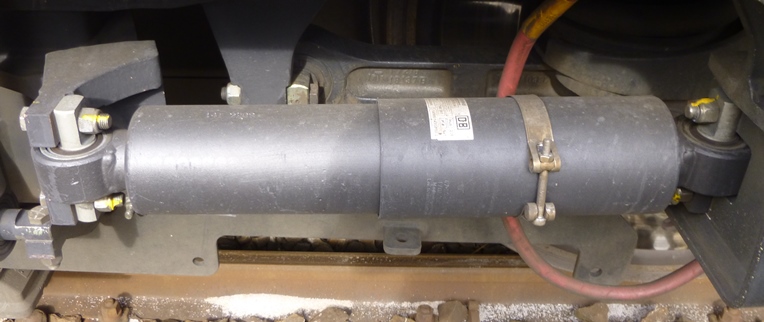
wollte. Daher sehen wir uns diese beiden
Zylinder
an, denn diese waren etwas anders aufgebaut worden. Die für die Kastenneigung verbauten
Zylinder
waren als hydraulische Lösung ausgeführt worden und sie arbeiteten mit
einem Druck von 315
bar.
Das
Hydrostatiköl
wurde dabei durch die Steuerung so in die Zylinder geführt, dass sie den
Kasten entsprechend ausrichteten. Je nach Vorgabe führte das dazu, dass
dieser gegen die Fliehkraft zur inneren Seite der
Kurve
geneigt werden konnte. Wir haben die aktive
Neigetechnik
des
Triebzuges
damit kennen gelernt. Durch die Verwendung von
Hydrostatiköl
gab es bei den
Zylindern
kaum eine Dämpfung. Im Gegensatz zu
Druckluft
lies sich eine Flüssigkeit nicht komprimieren und so war eine klare
Stellung jederzeit möglich. Trotzdem war durch die Zeit, die das
Öl
benötigte in den Neigezylinder zu fliessen, eine dynamische Abfolge
vorhanden. Das war der grosse Unterschied zu den später in diesem Bereich
verbauten Lösungen mit mechanischen
Stellantrieben.
Bis auf einen minimalen Radius von 250
Meter konnte ohne Einschränkung gefahren werden. Das war insofern
spannend, dass die Strecke über den Gotthard kaum grössere Radien kannte. Wurden jedoch engere Radien befahren, durfte die Kastenneigung nicht mehr aktiv sein. Bei besonders engen Anlagen galten sogar massive Beschränkungen. Der minimal befahrbare Radus mit dem kompletten Zug war daher nur bis auf einen Wert von 110 Metern möglich. Dabei durfte in diesem Fall aber nur noch
mit einer Geschwindigkeit von 6 km/h gefahren werden. In
Unterhaltsanlagen
konnte es daher zu Problemen kommen. Auch die Höhe können wir nun bestimmen. Diese wurde mit 3 700 mm angegeben. Damit konnten mit diesem Triebfahrzeug die Lichtraumprofile der Schweiz ohne Probleme eingehalten werden. So schwer war das auch nicht, denn das
Muster ETR 460 der FS wurde für Italien gebaut und dort wurde für den
freizügigen Einsatz ein noch engeres Profil verlangt. Sie sehen, nicht nur
in der Schweiz ging es bei den Bahnen eng zu und her. Bisher waren alle Drehgestelle identisch aufgebaut worden. Da wir aber den Aufbau eines Triebzuges betrachten, müssen wir auch Antriebe einbauen. Dabei bot sich bei den damit versehenen Modellen ein grosses Problem. Im
Drehgestell
gab es schlicht keinen Platz mehr für den Einbau eines
Fahrmotors. Zudem hätte sich damit auch ein grosses
Problem mit den
Achslasten
ergeben, denn diese durften bekanntlich nicht zu hoch sein.
Das wurde benötigt, weil man den so
vorhandenen Platz für den
Antrieb
nutzen konnte. Das entscheidende Merk-mal war, dass der
Fahrmotor
am Kasten montiert wurde. Das nun im Fahrmotor erzeugte Drehmoment wurde an-schliessend mit einer Gelenkwelle auf die benachbarte Achse übertragen. Diese Gelenkwellenantriebe waren sehr leicht und sie funktionierten sehr gut. Gerade die grosse Verbreitung im
Strassenverkehr zeigte dies deutlich auf. Bei den Bahnen waren sie aber
selten eingebaut worden und sie sollten wirklich zu einem Merkmal der
Neigezüge
werden, denn dort ging nur diese Lösung. Durch die Gelenkwelle konnten die Bewegungen des Drehgestells, wie auch die Kastenneigung ohne Probleme ausgeglichen werden. Damit war aber auch die
Federung
der
Achse
ausgeglichen worden. Die ungefederten Bauteile des
Antriebs
waren daher sehr gering, was ein grosser Vorteil des
Gelenkwellenantriebs
ist. Doch noch haben wir das Problem, dass wir das
Drehmoment
des
Fahrmotors
anpassen müssen. Dazu wurde da bei diesem
Antrieb
benötigte und auf der
Triebachse
sitzende
Getriebe
benutzt. Bei diesen Winkelgetrieben konnte die
Übersetzung
leicht eingestellt werden. Hier war daher ein Wert von
1 :
2,864 vorhanden. Dabei wurde das
Drehmoment
so verändert, dass sich die Drehzahl verringerte und die Kraft gesteigert
wurde. Eine Lösung, die bei den meisten Fahrzeugen für die Eisenbahn so
gelöst wurde.
Diese Lösung funktionierte nach dem
gleichen Prinzip, wie bei den anderen
Getrieben.
Wir haben daher den
Antrieb
abgeschlossen und müssen nur noch das
Drehmoment
umwandeln. Das so auf die Triebachse übertragene Drehmoment wurde mit Hilfe der Haft-reibung zwischen der Lauffläche und der Schiene in Zugkraft umgewandelt. Die hier möglichen Werte waren dabei vom Zustand der Schienen abhängig. Dabei muss jedoch gesagt werden, dass ein
Fahrmotor
nur ein
Drehmoment
erzeugen konnte, das auch bei schlechtem Zustand nicht zu hoch war. Daher
waren keine Lösungen, wie eine
Sandstreueinrichtung
vorhanden. Die nun vorhandene
Zugkraft
wurde von der
Triebachse
mit den Führungen bei den
Achslagern
auf den Rahmen des
Drehgestells
übertragen. Dort wurde die Kraft vom Mitnehmer aufgenommen und in den
Kasten geleitet. Dabei vom Fahrzeug nicht benötigte Zugkraft wurde
wiederum mit Hilfe der
Haftreibung
in Beschleunigung umgewandelt. Die hier vorhandenen Werte galten für den
Fernverkehr und waren abhängig von der Steigung. Zum Schluss bleibt noch zu erwähnen, dass
der
Triebzug
ETR 470 als alleine fahrendes Fahrzeug konzipiert wurde.
Anhängelasten
waren daher schlicht nicht vorgesehen. Das haben wir zuvor erfahren, als
erwähnt wurde, dass keine normalen
Zugvorrichtungen
vorhanden waren. Eine Lösung, die nur bei
Neigezügen
mit
automatischen Kupplungen
anders gelöst werden konnte. Der ETR 470 war klar ein Alleinfahrer.
|
|||
| Letzte |
Navigation durch das Thema |
Nächste | |
| Home | SBB - Lokomotiven | BLS - Lokomotiven | Kontakt |
|
Copyright 2021 by Bruno Lämmli Lupfig: Alle Rechte vorbehalten |
|||
 Weiter
erkennen wir in der
Weiter
erkennen wir in der
 In
jedem
In
jedem
 Noch
haben wir den
Noch
haben wir den 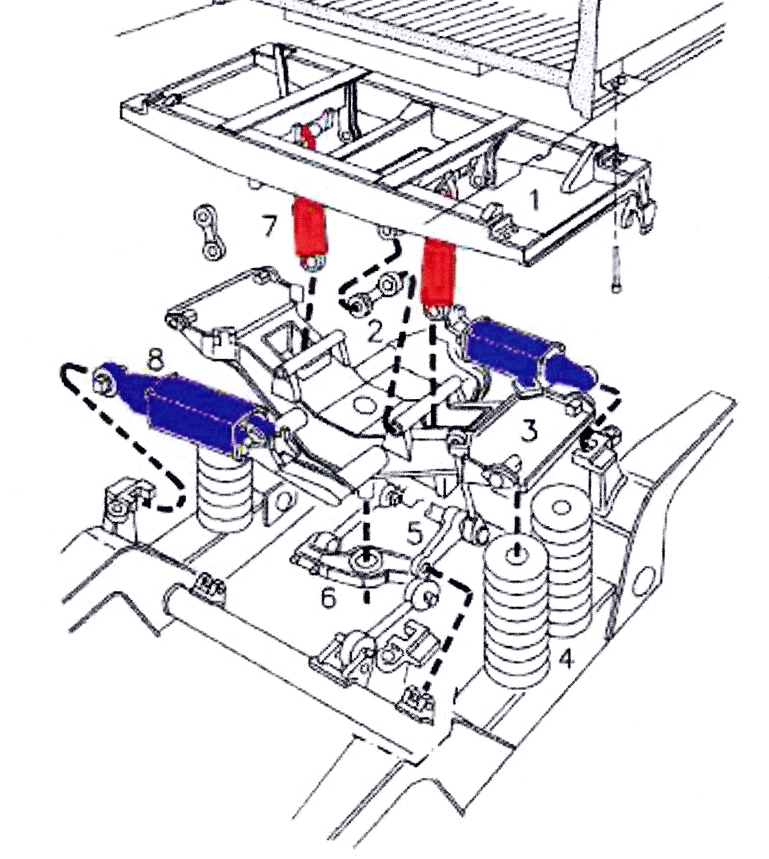 Wie
bei den meisten
Wie
bei den meisten
 Noch
haben wir das Problem, dass sich die Kastentraverse seitlich
unkontrolliert bewegen konnte. Das hätte dazu ge-führt, dass der Kasten
nicht stabil blieb. Jedoch wirkte die
Noch
haben wir das Problem, dass sich die Kastentraverse seitlich
unkontrolliert bewegen konnte. Das hätte dazu ge-führt, dass der Kasten
nicht stabil blieb. Jedoch wirkte die
 Wir
haben nun den
Wir
haben nun den
 Wenn
wir uns an die
Wenn
wir uns an die
 Während
die
Während
die