|
Laufwerk, Neigetechnik und Antrieb |
|||
| Navigation durch das Thema | |||
|
Wenn wir ein
Laufwerk für einen
Neigezug betrachten,
fallen uns einige Punkte schnell auf. So wurde darauf geachtet, dass die
ungefederte Masse gering ist und dass die
Achslasten eingehalten werden
können. Leichte
Drehgestelle
waren ideal. Jedoch muss hier noch die
Neigetechnik
eingebaut werden. Mit anderen Worten, es war nicht leicht,
die
Fahrwerke für einen Neigezug zu entwickeln, und das wird hier schnell
sichtbar.
Hingegen haben wir nun auch zwei unterschiedliche
Dreh-gestelle,
die wir uns ansehen müssen. Ich kann Ihnen aber versichern, so gross waren
die Unterschiede auch nicht. Jeder Wagen hatte zwei Drehgestelle erhalten. Die damals bei Triebzügen oft verwendeten und ein geringes Gewicht aufweisenden Jakobsdrehgestelle konnten nicht verbaut werden. Zwar hätte
man so das Gesamtgewicht verringern kön-nen, aber das war eigentlich nicht
das Problem. Bei einem
Neigezug
ging es um die
Achslasten jeder
Achse.
Diese hätten mit der Verringerung der Achsen nicht mehr eingehalten werden
können. Auch wenn es optisch kaum zu erkennen war, die Drehge-stelle des Neigezuges waren nicht identisch ausgeführt worden. Daher gab es auch hier die klassischen Trieb- und Laufdrehgestelle. Wie bei den
anderen Fahrzeugen beginnen wir die Be-trachtung mit den Modellen, die
lediglich mit
Laufachsen
versehen wurden. So können wir später bei den
Triebdrehgestellen
ohne Unterbruch zu den
Antrieben wechseln. Für den
Drehgestellrahmen verwendete man üblichen
Stahl. Dieser Werkstoff hatte gegenüber von Aluminium die notwendige
Festigkeit um den Belastungen des Betriebes zu widerstehen. Gerade bei
Neigezügen
waren die Belastungen auf das
Fahrwerk sehr gross. Das war auch
der Grund, warum bei solchen Fahrzeugen nur geringe
Achslasten von maximal
17 Tonnen zugelassen waren. Daher musste ein geeignetes Material benutzt
werden.
Die geschwungenen
Schenkel und der kräftige Mittel-teil liessen einen optimalen Rahmen
entstehen. Es musste diese aufwendige Lösung mit dem abgesenkten
Mittelteil verwendet werden, damit genug Platz für die
Neigetechnik
vorhanden war. In jedem Laufdrehgestell wurden zwei Achsen aus ge-schmiedetem Stahl eingebaut. Diese besassen die Auf-nahmen für die Bauteile, wie die beiden Räder und die aussen liegenden Rollenlager. Verwendet wurden doppelreihige Lösungen der Firma SKF, die über eine
Eigenschmierung mit
Fett ver-fügten. Sie hatten sich seit Jahren im Betrieb
von anderen Baureihen bewährt und zeichneten sich durch einen geringen
Aufwand beim Unterhalt aus. Bevor wir die
Achsen im
Drehgestell
einbauen,
schliessen wir noch den
Radsatz ab. Bei den beiden
Rädern wurden die
üblichen
Monoblocräder
verwendet. Diese hatten einen Durchmesser von 890
mm erhalten. Gerade bei
Neigezügen
kamen immer wieder kleine Räder zur
Anwendung. So konnte deren Gewicht tief gehalten werden. Jedoch ergaben
sich hier Probleme mit der
Höchstgeschwindigkeit von 250 km/h.
Diese
fanden sich jedoch beim Einbau der
Achsen, so dass wir uns diesen Bereich
genauer ansehen müs-sen, denn eigentlich kann ein
Neigezug nicht so schnell
fahren. Die Rollenlager stützten sich schliesslich über die zwei seitlich am Achslager eingebauten Schrauben-federn gegenüber dem Rahmen ab. Diese Art der Federung war für die angestrebten Geschwindig-keiten bis zu 250 km/h ausreichend. Jedoch mussten die mit
einer kurzen Schwing-ungsdauer arbeitenden
Schraubenfedern
mit
hydraul-ischen
Dämpfern
beruhigt werden. Eine Lösung, die sich bei
Reisezügen durchgesetzt hatte.
Flexibel gehalten wurden jedoch die Achslager-führungen. Diese Lösung wurde bei Neigezügen be-nötigt um die Kräfte im Gleis zu verringern. Ein Punkt, der wegen den deutlich höheren Geschwindig-keiten in den Kurven wichtig war. Doch damit ergaben sich
Probleme bei hohen Ge-schwindigkeiten, denn dort wurden starre Führungen
für die
Achslager benötigt. So gesehen, waren Nei-gezüge
nicht für das sehr
schnelle Fahren ausgelegt. Die Lösung für das Problem wären aktiv gesteuerte
Radsätze gewesen. Diese wurden seit Jahren in der Schweiz erfolgreich
eingesetzt. Das Problem dabei war, dass diese viel Platz im
Drehgestell
benötigen, der hier nicht vorhanden war. Zudem haben die zusätzlichen
Teile auch ein Gewicht, das man jedoch bei einem
Neigezug so gering wie
möglich halten musste. Daher konnte das Problem nur mit einem Kompromiss
gelöst werden. Bei den
Triebzügen ETR 610 wurden daher die flexiblen
Führungen der
Achslager gehemmt. Das war nicht optimal, aber eine
praktikable Lösung. Um die Kräfte in engen Bögen zu verringern, wurde der
Achsstand der beiden Achsen auf 2 700 mm festgelegt. So entstand ein
Laufwerk, dass gut für die beiden widersprüchlichen Anforderungen geeignet
war. Sie sehen
Neigezüge
waren nur mit Kompromissen zu bauen.
Mit anderen Worten, wir
sind nun an dem Punkt ange-langt, wo aus einem gewöhnlichen
Triebzug ein
Neige-zug wurde. Dazu wurde die
Neigetechnik
verwendet, deren Platzbedarf
die gekröpften
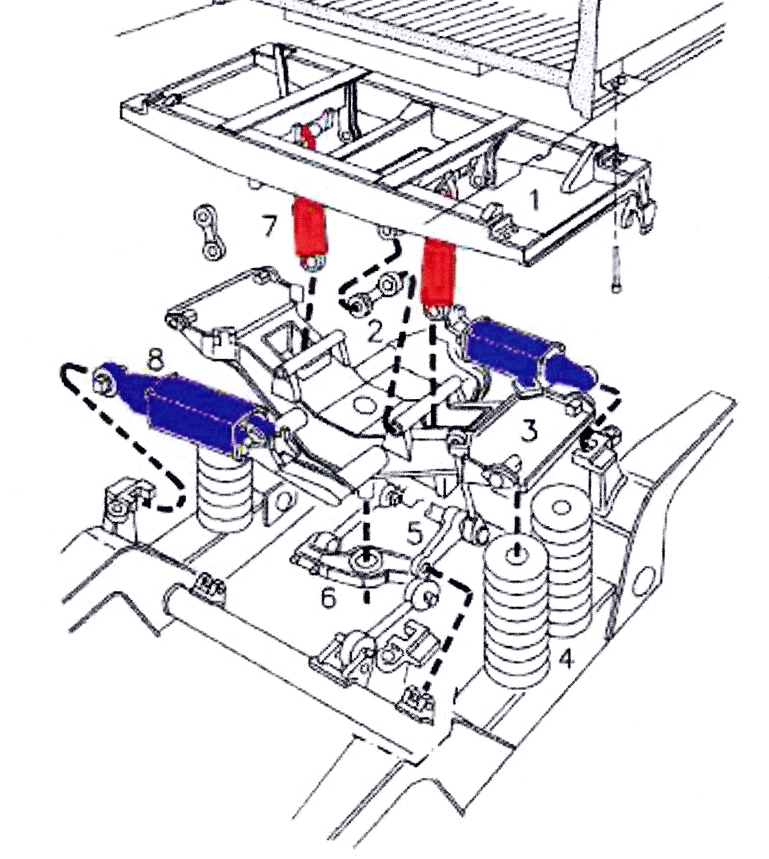
Drehgestellrahmen begründete. Daher lohnt es sich, wenn wir etwas genauer auf diese Abstützung blicken. Dabei lernen wir auch die Neige-technik des Zuges mit den mechanischen Baugruppen kennen. Wichtigstes Bauteil dabei war ein
zusätzlicher Quer-träger, an dem sich letztlich das
Drehgestell
abstützte,
aber nicht der Kasten. Bezeichnet wurde dieser Träger bei einem
Neigezug
als Pendeltraverse, da in seinem Bereich die
Neigetechnik
verbaut wurde. Das Drehgestell stützte sich über insgesamt vier Flexi-coilfedern gegenüber der Pendeltraverse ab. Diese Federung erlaubte es, dass sich das Drehgestell gegenüber dem Querträger verdrehen konnte. Dabei wurden diese
Federn jedoch auf Torsion belastet. Bei den verbauten
Flexicoilfedern war das kein Pro-blem, da diese genau deshalb entwickelt
wurden. Wie
Schraubenfedern
mussten aber auch sie mit hydrauli-schen
Dämpfern
versehen werden. Um die gefährlichen Schlingerbewegungen im Drehge-stell zu verringern, wurden spezielle Schlingerdämpfer eingebaut. Diese waren erforderlich um mit dem kurzen Radstand auch hohe Geschwindigkeiten fahren zu können. Auch hier kamen hydraulische
Dämpfer
zur Anwendung. Damit war nun aber auch klar, dass sich die Pendeltraverse
nur gegenüber dem
Drehgestell
verändern konnte, jedoch nicht gegen den
Kasten. Alleine mit den
Flexicoilfedern konnte aber nicht
verhindert werden, dass sich die Pendeltraverse gegenüber dem
Drehgestell
nicht verschieben konnte. Daher wurde ein Mitnehmerzapfen eingebaut.
Dieser
Drehzapfen war so ausgelegt worden, dass das Drehgestell gegenüber
der Traverse kippen konnte. Zudem waren auch die benötigten Drehbewegungen
vorhanden. Diese war jedoch zu gering, dass der
Triebzug alle Radien
befahren konnte. Im Betrieb mit dem
Triebzug konnten ohne
Beschränkungen Radien bis zu einem Radius von 250 Metern befahren werden.
Das reichte, dass die normalen Anlagen mit den üblichen Geschwindigkeiten
befahren werden konnten. Jedoch mussten für Fahrten in
Unterhaltsanlagen
auch die dort noch vorkommenden Radien von 100 Meter befahren werden. In
diesem Fall durfte mit dem
Neigezug aber nur noch mit 6 km/h gefahren
werden. Wir haben die Abstützung des
Drehgestelles gegenüber
der Pendeltraverse kennen gelernt. Dieses aber noch nicht unter dem Wagen
positioniert. Nun müssen wir diese aber noch mit dem Kasten verbinden und
das erfolgte mit der eingebauten
Neigetechnik. Daher müssen wir uns diese
auch etwas genauer ansehen. Eingebaut war sie zwischen der Pendeltraverse
und der mit dem Kasten verbundenen Kastentraverse. Damit sich die Kastentraverse gegenüber der
Pendeltraverse seitlich bewegen konnte, wurden hydraulische Stellzylinder
verbaut. Davon waren zwei Stück eingebaut worden und sie erlaubten die
Neigung des Kastens gegenüber der Gleisachse auf beide Seiten um bis zu
8°. Wie schon bei den ETR 470 setzte der Hersteller auch hier wieder auf
diese Lösung, die aber gegenüber dem älteren Modell verstärkt wurde.
Der mit einem Druck von 315
bar
arbeitende
Stellantrieb
hätte die
Leute regelrecht durch den Wagen geschmissen. Daher wa-ren die
Zylinder
jetzt nicht aktiv. Eine pneumatische Querfederung sorgte dafür, dass sich der Wagenkasten immer auf dem Drehgestell zentrierte und dass er vor Schlägen geschützt war. Zwei im
Drehgestell
montierte
Zylinder richteten
den Kasten immer korrekt aus und verhinderten, dass dieser am Drehgestell
unnötig anschlagen konnte. Die Technik war hingegen nicht neu, wurde diese
Lösung doch schon beim ETR 470 verwendet und bewährte sich dort. Bis zum jetzigen Zeitpunkt gab es zwischen den
Laufdrehgestel-len und den angetriebenen Modellen keinen Unterschied. Damit
wir aber aus dem Fahrzeug auch einen
Triebzug erhalten, müssen einige
Achsen angetrieben werden. Bei einem
Neigezug wurde grundsätzlich in einem
Drehgestell
immer nur eine Achse angetrieben. Der Grund dafür fand sich
beim verbauten
Antrieb, denn dieser benötigte viel Platz. Das Gewicht des
Fahrmotors war schlicht zu hoch, um
die
Achslast der
Triebachse einzuhalten. Daher musste dessen Gewicht
möglichst auf beide
Achsen verteilt werden. Das war jedoch wegen dem
verfügbaren Platz nur möglich, wenn der Motor nicht im
Drehgestell
platziert wurde. Daher konnte grundsätzlich nur ein
Antrieb
mit
Gelenkwellen verbaut werden. Eine Lösung, die sich bei zahlreichen
Automobilen bewährte.
Damit haben wir jedoch in jedem
Triebdrehgestell
nur eine
angetriebene
Achse erhalten. Wegen dem Platzbedarf war das immer die zur
Mitte ange-ordnet Achse. Nicht genutzt werden konnte die Lösung mit einer Gelenkwelle zwischen den beiden Achsen eines Drehgestells. Der Grund dafür lag nun aber nicht nur bei den erlaubten Achslasten. Vielmehr reichte im
recht vollgepackten
Triebdrehgestell
dazu der Platz schlicht nicht mehr. Es gab
wegen der
Neigetechnik
schlicht kein Weg zur anderen
Achse. Sie sehen,
neben dem Gewicht musste auch der Platz optimal genutzt werden. Das führte nun dazu, dass die angetriebenen
Achsen
unter dem Zug verteilt werden mussten. Genau genommen waren immer beide
Drehgestelle der beiden
Endwagen mit einem
Fahrmotor versehen worden. Das
war zu Beginn auch bei der
Achsfolge
zu erkennen. Der
Triebzug verfügte
daher über insgesamt 28 Achsen, von den acht angetrieben wurden. Wie so
oft konnten wegen dem Gewicht nicht mehr
Antriebe verbaut werden. Wir haben die Kasten gebaut und diese nun auf das
Fahrwerk gestellt. Es bleibt noch zu erwähnen, dass bei den
Enddrehgestellen noch eine Traverse vorhanden war zur Aufnahme der
Bauteile der
Zugsicherung. Es wird Zeit, dass wir das Fahrzeug zum Schutz
vor Korrosion mit einem Anstrich versehen. Damit kommen wir aber zum
ersten Bereich, wo es zwischen den ETR 610 und der Reihe RABe 503 einen
grossen Unterschied gab.
|
|||
| Letzte |
Navigation durch das Thema |
Nächste | |
| Home | SBB - Lokomotiven | BLS - Lokomotiven | Kontakt |
|
Copyright 2023 by Bruno Lämmli Lupfig: Alle Rechte vorbehalten |
|||
 Auch hier wollen wir uns die
Auch hier wollen wir uns die
 Die einzelnen Stahlteile wurden mit der Hilfe der
elektrischen
Die einzelnen Stahlteile wurden mit der Hilfe der
elektrischen
 Mit zunehmender Geschwindigkeit steigt die Dreh-zahl
der
Mit zunehmender Geschwindigkeit steigt die Dreh-zahl
der
 Es war nicht möglich, die
Es war nicht möglich, die
 Aktiviert wurde die
Aktiviert wurde die
 Der unter dem Kasten montierte Motor trieb letztlich
die ihm näher liegende
Der unter dem Kasten montierte Motor trieb letztlich
die ihm näher liegende