|
Laufwerk mit Antrieb |
|||
| Navigation durch das Thema | |||
|
Bei der
Lokomotive
wurden zwei identische
Drehgestelle
verwendet. Zur Aufnahme der
Achsen
und der weiteren Baugruppen musste ein stabiler Rahmen erstellt werden.
Dieser
Drehgestellrahmen
wurde auf die gleiche Weise aufgebaut, wie die
Plattenrahmen
der mit Dampf betriebenen Maschinen. Die dort auch möglichen
Barrenrahmen,
waren jedoch für die elektrischen Lokomotiven zu schwach und wurden daher
nicht verwendet.
Dabei ist der Träger der späteren Aussenseite der
Lo-komotive
verbreitert worden. Es entstand so der an dieser Stelle benötigte
Stossbalken.
Hier musste sich der Erbauer jedoch an die Normen der
UIC
halten. Am Stossbalken wurden in dessen Mitte die Zugvor-richtungen eingebaut. Diese bestanden aus dem im Rahmen federnd eingebauten Zughaken und der an ihm montierten Schraubenkupplung.
Der Haken war dabei so gelagert worden, dass er gegen die Kraft
der
Feder
aus dem
Stossbalken
ge-zogen werden konnte. Jedoch war eine Abweichung in horizontaler und in
vertikaler Richtung nicht mög-lich. Es war daher ein üblicher
Zughaken.
Auch die am
Zughaken
montierte
Schraubenkupplung
war nach den Normen der
UIC
aufgebaut worden. Die beiden Laschen waren soweit beweglich, dass die
Kupplung
auch seitlich abgewinkelt werden konnte. So war es möglich, auch
Kurven
zu befahren. Jedoch war dann die Einleitung der Kräfte nicht optimal. Das
führte oft dazu, dass eine der Laschen riss. Bei einer defekten Kupplung
konnte der Zug aber mit der
Notkupplung
angehängt werden.
Die
Notkupplung
war nur ein einfacher Bügel, der ebenfalls am
Zughaken
montiert wurde. Jedoch konnte weder die Notkupplung noch die
Schraubenkupplung
die im Betrieb auftretenden
Stosskräfte
aufnehmen. Daher wurden die
Zugvorrichtungen
mit den beiden seitlich montierten
Stossvorrichtungen
ergänzt. Auch hier wurden Elemente verwendet, die durch die
UIC
geregelt wurden. Daher konnte die
Lokomotive
mit den Wagen verbunden werden.
Diese besassen runde
Pufferteller,
wobei beim Modell auf der rechten Seite ein gewölbtes Exemplar verwendet
wurde. Der linke
Puffer
wurde hingegen mit einem flachen Pufferteller versehen. So war gesichert,
dass nie zwei gleiche Puffer sich berührten. Die von den Puffern auf den Stossbalken übertragenen Kräfte konnten von diesem jedoch nicht aufgenommen werden. Damit trotzdem die üblichen Stosskräfte in den Rahmen geleitet werden konnten, wurde der Stossbalken mit Stützen aus Stahlguss gegenüber dem Längsträger des Rahmens abge-stützt.
Eine Bauweise, die sich seit Jahren bewährt hatte und die wegen
dem im
Drehgestellrahmen
verbauten
Laufwerk
nicht anders gelöst werden konnte.
Auf der Seite, wo sich die beiden
Drehgestelle
gegenüber standen, wurde eine andere Lösung verwendet. Diese bestand aus
einer zwischen den beiden Längsträgern montierten
Kurzkupplung.
Diese war so aufgebaut worden, dass sowohl die
Zugkräfte,
als auch die
Stosskräfte
aufgenommen werden konnten. Damit war es möglich, den Kasten von der
Übertragung auszuschliessen und diesen leichter zu bauen.
Mit dieser
Verbindung
und den am anderen Ende montierten
Stossvorrichtungen
ist es bereits möglich die Länge der
Lokomotive
zu bestimmen. Diese wurde mit 15 020 mm angegeben. Damit war die mit sechs
Triebachsen
versehene Maschine der MFO sehr kurz ausgefallen. Das zeigt nur schon der
Vergleich mit der von der AEG damals gelieferten
Schnellzugslokomotive,
die mit 15 750 mm deutlich länger ausgefallen war.
Es wurden auch bei dieser
Lokomotive
die damals üblichen
Schienenräumer
verwendet. Dabei wurden zur Verstärkung die beiden Bleche mit einer quer
eingebauten Stange verstärkt. Es war so ein guter Schutz für das
Fahrwerk
vorhanden. In jedem Drehgestell wurden drei Achsen eingebaut. Diese wurden jedoch nicht in einem identischen Abstand angeordnet, sondern waren verschoben. Zwischen der äussersten Triebachse beim Stossbalken und der mittleren Achse wurde ein Abstand von 2 250 mm gemessen.
Zur dritten eingebauten
Achse
konnte der Wert jedoch auf 1 800 mm begrenzt werden. Der gesamte
Radstand
in einem
Drehgestell
betrug daher 4 050 mm. Jede Achswelle war aus geschmiedetem Stahl aufgebaut worden. Dabei wur-den die Aufnahmen für die Räder und die Lager ausgebildet. Die beiden Lager waren für die Montage im Rahmen unerlässlich.
Das Lagergehäuse wurde dabei mit seitlichen Führungen an der
Position gehalten. Das in diesem Punkt erforderliche lineare
Gleitlager
arbeitete mit Stahl auf Stahl und es wurde nicht mit
Öl
sondern mit
Fett
geschmiert.
Wesentlich aufwendiger war die Gestaltung des Rotationslagers.
Hier kam auch ein
Gleitlager
zur Anwendung. Wegen den hohen Drehzahlen der
Achse,
wurden jedoch
Lagerschalen
aus
Weissmetall
verwendet. Dieses Metall hatte sich beim Aufbau von solchen
Lagern
bewährt. Zudem waren bereits gute Schmiereigenschaften vorhanden. Nachteil
war aber, dass diese Lagerschalen sehr anfällig auf hohe Temperaturen
waren und dann schmelzen konnten.
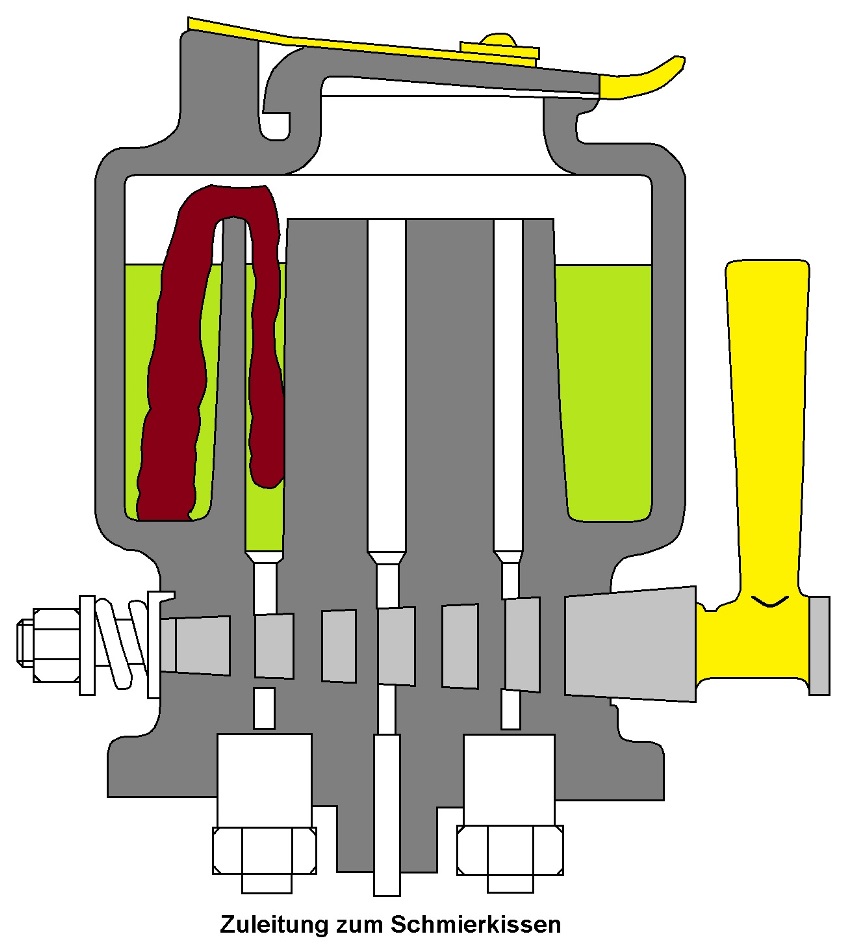
Durch diese floss das Schmiermittel Öl in den Bereich zwischen Schale und Welle. Dort verringerte es die Reibung und nahm die entstandene Wärme auf.
Das so verbrauchte
Öl
wurde anschliessend aus dem
Lager
gedrängt. So konnte wieder neues
Schmiermittel
nachfliessen. Das Schmiermittel bei dieser Sumpfschmier-ung wurde über Leitungen zu den Lagern geführt. Eine bereits schon bei den Dampflokomo-tiven verwendete Schmierpumpe sorgte da-für, dass die Schmierung mit optimalen Druck erfolgte.
Zudem konnten so auch die Arbeiten bei der Nachschmierung
vereinfacht werden. Ein Vorteil, wenn der Mechaniker grosse Erfahr-ungen
beim Bau von Dampflokomotiven sammeln konnte und diese nun nutzt. Speziell war nur das Achslager der mittleren Achse. Damit das Drehgestell mit den drei Achsen in engen Kurven nicht klemmte, musste sich die mittlere Achse seitlich verschieben. Das erfolgte im Lager, das speziell aufge-baut wurde. Der feste Radstand im Drehge-stell wurde dadurch über die beiden anderen Achsen gemessen und er betrug daher 4 050 mm. Ein für drei Achsen eher kurzer Wert und das war nur wegen den Rädern möglich. Auf jeder Achse wurden zwei identische Räder montiert.
Diese bestanden aus dem
Radkörper,
der als
Speichenrad
ausgeführt wurde. Diese Lösung half das Gewicht zu vermindern. Auf dem
Radkörper wurde zusätzlich noch als Verschleissteil ein
Radreifen
aufgezogen. Diese
Bandage
enthielt die
Lauffläche
und den
Spurkranz.
Es war daher der Teil, der mit den
Schienen
in Kontakt kam und dabei auch abgenutzt wurde.
Jedoch zeigte gerade die hier vorgestellte Ma-schine, dass bei elektrischen Antrieben mit klein-eren Triebrädern gearbeitet werden konnte.
Der Grund war, dass jetzt nicht mehr auf die maxi-male Tourenzahl
einer
Dampfmaschine
geachtet werden musste. Der Motor benötigte keine Ein-strömzeit. Um Stösse und Schläge nicht auf das Fahrzeug zu übertragen, mussten die Achsen mit einer Federung versehen werden. Dazu wurden bei jedem Lager die damals üblichen mit einer langen Schwingungsdauer versehenen Blattfedern eingebaut.
Diese waren bei sämtlichen
Achsen
tief eingebaut worden und sie benötigten so keine Federstützen, was den
Aufbau zwar etwas erleichterte, aber noch keine optimale
Federung
ergab. Damit mit dem Drehgestell auch Kuppen und Senken befahren werden konnten, musste die Federung unterstützt werden.
Beim bisher bekannten Aufbau hätte es zu gefährlichen Entlastungen
der führenden
Achse
geführt. Damit das nicht erfolgen konnte, wurden sämtliche
Federn zwischen den
Triebachsen
mit Ausgleichshebeln verbunden. So reagierte die folgende Achse auf eine
Änderung bei der Höhe und wurde in den entgegengesetzte Richtung gedrückt.
Die so aufgebauten
Drehgestelle wurden über die
Kurzkupplung
verbunden und dann unter den Kasten gesetzt. Dieser war gegenüber den
Drehgestellen nicht abgefedert worden. Daher stützte er sich über vier
Pfannen ab. Diese wurden mit
Öl
geschmiert und erlaubten so, dass sich der Kasten in allen Richtungen
bewegen konnte. Die zusätzlich vorhandenen Pendelstützen sorgten dafür,
dass das Gewicht gleichmässig verteilt wurde.
Dabei war dieser
Drehzapfen
jedoch so ausgebildet worden, dass keine
Zugkräfte
übertragen werden konnten. Dazu lief der relativ schwache Drehzapfen in
speziell ausgeführten Führungen. Auch hier war eine ausreichende
Schmierung
erforderlich, da sonst Zugkräfte in den Kasten gelangen konnten.
Wir haben die
Lokomotive
auf ihre «Füsse» gestellt. Damit können wir wieder zum Messband greifen.
Die Höhe wurde mit 4 100 mm angegeben. Dabei muss jedoch berücksichtigt
werden, dass hier nicht die tiefste Lage der
Stromabnehmer
als Referenz genommen wurde. Die maximal Höhe wurde beim Aufbau auf dem
Dach
abgenommen und daher überragte die elektrische Ausrüstung
diesen Wert an mehren Stellen.
Damit fehlt uns eigentlich nur noch ein Punkt. Das bisher
aufgebaute Fahrzeug konnte im besten Fall als besonderer Wagen angesehen
werden. Um daraus eine
Lokomotive
zu machen, musste ein
Antrieb
eingebaut werden. Dieser arbeitete auf sämtliche in einem
Drehgestell eingebauten
Achsen.
Die Maschine hatte deshalb keine
Laufachsen
erhalten und so bekam sie die Anordnung 3/3. Mit beiden Drehgestellen
wurde daraus 2x 3/3.
In jedem
Drehgestell wurde ein
Fahrmotor
eingebaut. Dieser fand seinen Platz zwischen der ersten und der zweiten
Triebachse.
Dort war auch der Grund zu finden, dass die
Achsen
nicht gleichmässig im Drehgestell angeordnet werden konnten. Speziell war
der für den Einbau benutzte Hilfsrahmen. Dieser erlaubte es, den schweren
Motor auszubauen, ohne dass dabei der
Drehgestellrahmen
in Mitleidenschaft gezogen wurde.
Dabei kam sogar ein hochwertiges Modell mit Pfeilver-zahnung zur
Anwendung. Diese
Getriebe
hatten keine Querkräfte zur Folge, so dass das erzeugte
Drehmoment
ohne grosse Verluste übertragen werden konnte. Um die Abnützung zu verhindern, musste das Getriebe ge-schmiert werden. Dabei galt für die Vorgelegewelle, auf der das grosse Zahnrad die gleichen Regeln für die Lager-ung, wie bei den Achsen. Jedoch
mussten nun auch die Zähne geschmiert werden und dazu wurde das gesamte
Getriebe
in einem ge-schlossenen Gehäuse eingebaut. Dieses diente zum Schutz vor
Verschmutzung, war jedoch auch wichtig bei der
Schmierung. Am unteren Rand des Gehäuses war eine Ölwanne mon-tiert worden. In dieser lagerte das Schmiermittel. Die Menge war so gross, dass das Zahnrad durch diese Wanne und das dort gelagerte Öl lief.
Dabei blieb das Schmieröl an den Zähnen haften und wurde so auch
auf das Ritzel übertragen. Durch die Fliehkraft der sich schnell drehenden
Zahnräder
wurde aber das
Schmiermittel
an die Wände geworfen und konnte wieder in die Wanne fliessen.
Das im
Getriebe
umgewandelte, aber nicht veränderte
Drehmoment
musste nun auf die
Achsen
übertragen werden. Dazu wurde, wie schon bei den Dampflokomotiven ein
Stangenantrieb
verwendet. Um die Massen etwas auszugleichen, wurden die
Antriebe
links und rechts versetzt angeordnet. So wurde auch verhindert, dass der
Totpunkt zu einem Problem hätte führen können. Es lohnt sich, wenn wir nun
genauer hinsehen.
Noch wusste man nicht, dass mit diesen
Antrieb
die meisten Maschinen mit
Stangenantrieb
versehen wurden. Der Grund dafür, war dass dieser Antrieb sehr einfach
aufgebaut wurde. Das dabei wichtigste Bauteil war der hier neu eingeführte
Dreiecksrahmen.
Dieser
Dreiecksrahmen
lagerte in den
Drehzapfen
der zweiten und dritten
Achse.
Dabei wurden an ihm die
Kuppelstange
zur ersten
Triebachse
und die
Schubstange
zur
Vorgelegewelle
angeschlossen. Diese schweren
Triebstangen
mussten jedoch ausgeglichen werden. Bei den
Triebrädern
wurden dazu im
Radkörper
spezielle Gegengewichte vorgesehen. Bei der Vorgelegewelle konnte man dies
jedoch nicht machen, daher kam es zu einer anderen Lösung.
Um die Masse des an der
Vorgelegewelle
befestigten
Antriebs
auszugleichen, war auch hier ein Gegengewicht vorhanden. Dieses war jedoch
separat ausgebildet worden und es lagerte auf der Welle. Auf einer Seite
befand sich nun die Masse und auf der anderen die
Schubstange.
So konnte das Gewicht ausgeglichen werden und das
Drehmoment
wurde auf die drei
Triebachsen
verteilt. Dort sorgte dann die
Haftreibung
für die Umwandlung in
Zugkraft.
Bevor wir nun der
Zugkraft
folgen können, müssen wir uns die
Schmierung
ansehen. Auch bei den Stangenlagern wurden die üblichen
Gleitlager
verwendet. Es wurden ebenfalls
Lagerschalen
aus
Weissmetall
verwendet. Durch die Bewegung konnten hier
Nadellager
verwendet werden. Bei diesen wurde das
Schmiermittel
mit einer Dosiernadel zugeführt. Auch jetzt kam
Öl
zur Anwendung, das nach der Arbeit auch ausgeschwitzt wurde.
Die in diesem Bereich geltenden physikalischen Gesetzte waren
durch die Zustand der
Schienen
und die
Achslast
abhängig. Die Entlastung der führenden
Achse
wurde durch den schweren Motor verhindert und sie spielte beim
An-trieb
keine Rolle. Die erzeugte Kraft wurde über die Lager und deren Führ-ungen in den Rahmen des Drehgestells übertragen. Bedingt durch den Antrieb, wurde von jeder Achse die gleiche Zugkraft abgegeben.
Von dort gelangten die vereinigten Kräfte der beiden
Drehgestelle
zu den hinteren
Zugvorrichtungen
und ab dort zur
Anhängelast.
Das war der übliche Weg, wobei noch einmal erwähnt werden muss, dass der
Kasten damit nichts zu tun hatte.
Nicht benötigte
Zugkraft
wurde wiederum im Bereich der
Schienen
zur einer Beschleunigung umgewandelt. Über-stieg die Kraft jedoch die
Adhäsion,
drehten die
Räder
durch. Ein Problem, das bei schlechtem Zustand der Schienen oft auftreten
konnte. Aus diesem Grund konnte die bestehende
Haftreibung
in diesem Fall durch das
Lokomotivpersonal
verbessert werden. Dazu wurde bei der
Lokomotive
eine spezielle
Sandstreueinrichtung
eingebaut.
Die Einrichtung wirke jeweils vor die dritte und die fünfte
Achse.
Der in einem elektrisch beheizten Behälter mitgeführte
Quarzsand
wurde mit der Hilfe von
Druckluft
durch die Leitungen gepresst. Durch die Reibung entstand jedoch ein so
grosser Verlust, dass der Sand nur noch auf die
Schienen
rieselte. Bis auf die hier verbaute
Heizung
entsprach diese Einrichtung den Lösungen, wie sie bei den mit Dampf
betriebenen Maschinen gab.
|
|||
| Letzte |
Navigation durch das Thema |
Nächste | |
| Home | SBB - Lokomotiven | BLS - Lokomotiven | Kontakt |
|
Copyright 2022 by Bruno Lämmli Lupfig: Alle Rechte vorbehalten |
|||
 Für
den Aufbau verwendete man übliches Stahlblech mit einer Stärke von 30 mm.
Dieses wurde mit der Hilfe von
Für
den Aufbau verwendete man übliches Stahlblech mit einer Stärke von 30 mm.
Dieses wurde mit der Hilfe von
 Mit
Schrauben wurden die
Mit
Schrauben wurden die
 Bevor
wir uns das
Bevor
wir uns das
 Um
das zu verhindern, musste die Reibung zusätzlich verringert und das
Um
das zu verhindern, musste die Reibung zusätzlich verringert und das
 Das
so aufgebaute
Das
so aufgebaute  Um
zu verhindern, dass der Kasten von den
Um
zu verhindern, dass der Kasten von den  An
der Rotorwelle des
An
der Rotorwelle des
 Der
bei dieser
Der
bei dieser
 Um
noch den Weg der
Um
noch den Weg der