|
Die Kasten der Wagen |
|||
| Navigation durch das Thema | |||
|
Bevor wir mit dem Aufbau der einzelnen
Fahrzeuge beginnen können, müssen wir uns ein Bild über den
Neigezug
machen. Mit der
Achsfolge
haben wir eine gute Übersicht, da sie nicht nur die Anordnung der
Achsen,
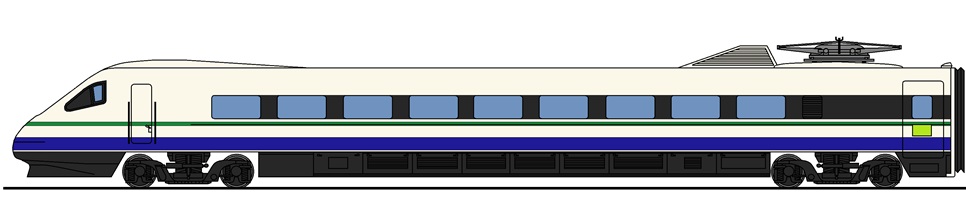
sondern auch der Fahrzeuge widergeben kann. Beim
Triebzug
ETR 470 wurde diese mit (1A)‘(A1)‘ + (1A)‘(A1)‘ + 2‘2‘ + 2‘2‘ + (1A)‘(A1)‘
+ (1A)‘(A1)‘ + 2‘2‘ + (1A)‘(A1)‘ + (1A)‘(A1)‘ angegeben. Noch benötigen
wir nicht alle Informationen.
Drei hatten keinen solchen und galten als
Wagen. Zudem sind zwei Fahrzeuge vorhan-den, die einen Abschluss bildeten.
Wir müssen uns deshalb insgesamt neun Fahrzeuge ansehen. Ein zu grosser
Aufwand, auch für den Hersteller, der uns nun bei der Betrachtung hilft. Bei der Betrachtung des
Triebzuges
nehmen wir uns daher nicht jeden Wagen einzeln vor. Das ist auch nicht
nötig, da diese gleich aufgebaut wurden und sich eigentlich nur die beiden
Endwagen
und der
Speisewagen
unterschiedlich zeigten. Aber damit wären wir schon beim detaillierten
Aufbau der Fahrzeuge. Doch genau damit müssen wir beginnen, wenn wir alles
genau ansehen wollen. Daher bauen wir einfach einmal einen Wagenkasten
auf. Als Werkstoff wurde für die Kasten
Aluminium verwendet. Dieses Metall war sehr leicht und daher ideal
geeignet. Da aber das Metall nicht so kräftig war, wie Stahl, mussten
Verstärkungen vorgesehen werden. Dabei wurden für den Wagenkasten 18 Meter
lange übliche Stangenpressprofile verwendet, die mit Hilfe der
elektrischen
Schweisstechnik
verbunden wurden. Die notwendigen Verstärkungen erfolgten mit angepassten
Profilen. Dieser Kasten bestand aus den beiden
Seitenwänden, dem Dach und dem Fussboden des Abteils. Wobei die
Seitenwände etwas weiter hinunter reichten, so dass unter dem Fussboden
ein halboffener Raum entstand. Eine Bauweise, die den unter dem Fahrzeug
benötigten Platz für die Baugruppen gut schützte. Der Boden erhielt daher
die benötigten Verstärkungen und dabei auch gleich die Aufnahmen für die
Montagevorrichtungen.
Wegen der vorhandenen
Neigetechnik
musste der obere Teil der beiden Seitenwände angewinkelt werden. In der
Folge wurde der Kasten gegen das Dach hin schmaler, was deutlich zu
erkennen war. Eine Notwendigkeit, die nicht so leicht umgangen werden
konnte. Wenn wir erstmals zum Messband greifen, können wir be-reits die Breite des Fahrzeuges bestimmen. Beim Triebzug ETR 470 betrug diese maximal 2 800 mm. Auch wenn es den Anschein macht, dass das
Lichtraumprofil
nicht ausgeschöpft wurde, die Breite konnte wegen der Länge der Kasten von
25 000 mm bei den Zwischenwagen nicht weiter erhöht werden. Es bleibt noch
zu erwähnen, dass die
Endwagen
mit 27 200 mm deutlich länger waren. Es entstand so ein klassischer Rohwagenkasten, der selbst-tragend aufgebaut wurde. Zur Verstärkungen waren die Wände an den Stirnseiten vorhanden. Hier ergab sich bei den beiden
Endwagen
eine Abweichung, die durch die benötigten
Fronten
und
Führerstände
begründet waren. Mit anderen Worten, hier wurde diese Seite nicht
vollständig aufgebaut und der Abschluss auch noch nicht verschlossen. Die
anderen sieben Wagen waren beidseitig verschlossen. Wer nun die Erwähnung der Öffnungen
vermisste, hat nichts verpasst. Beim Aufbau unterschied sich die
italienische Bauweise von jenen der anderen Hersteller. Der
Rohwagenkasten
wurde ohne jegliche Öffnungen gebaut. Danach konnten die Türen und Fenster
ausgeschnitten werden. Eine Methode, die nicht so schlecht war, denn so
wurde einfach ein Rohwagenkasten genommen und dann die Öffnungen des
Speisewagen
ausgeschnitten.
Von der technischen Seite her waren die
beiden
Endwagen
gleich aufgebaut worden. Unterschiedlich war nur das hier eingebaute
Abteil für die Reisenden. Wichtigstes Merkmal dieser beiden Wagen war der Führer-stand. Dieser sorgte jedoch auch dafür, dass die Strukturen des Rohwagenkastens verändert werden mussten. Mit anderen Worten die vorher erwähnten Änderungen wirkten sich auf nahezu das ganze Fahrzeug aus. Am deutlichsten zu erkennen waren diese
jedoch an der
Front.
Wobei wir genau genommen unter diese Hülle blicken müssen, denn dort
befand sich der entscheidende Teil. Vor dem eigentlichen
Führerstand
wurde ein stabiler Käfig eingebaut. Die hier verwendeten Profile waren
besonders kräftig und sie wurden so angeordnet, dass allenfalls von vorne
kommende Stösse gegen die Seite und somit direkt in die Seitenwand
abgeleitet wurden. Die Deformation des Käfigs nahm dabei schon sehr viel
Kraft auf, so dass dahinter eine Sicherheitszelle entstand, die dem
Lokführer als Arbeitsplatz diente. Um jedoch wirksam zu verhindern, dass
kleinere Zusammenstösse bereits zu einer Deformation des Kastens führten,
waren davor
Zerstörungsglieder
eingebaut worden. Diese nahmen bereits einen Teil der Kräfte auf. Die hier
vorgestellten
Neigezüge
sollten daher in Bezug auf den Schutz des Personals mit den besten Zügen
in Europa mithalten können. Wobei bei genug hohem Tempo alle Massnahmen
nutzlos wurden und versagten.
Wegen der verlangten
Höchstgeschwindigkeit
von 200 km/h, musste auf eine gute aerodynamische Lösung geachtet werden.
Je geringer der
Luftwi-derstand
war, desto weniger
Zugkraft
musste zur Überwindung aufgebracht werden. Die Hersteller achteten dabei darauf, dass die durch den Zug verdrängte Luft nicht zur Seite abgeleitet wurde. Vielmehr sollte sie über eine abgeflachte Frontwand nach oben und so über das Dach geführt werden. Vorteile ergaben sich dabei auf
doppelspurigen Strecken, wo die zwischen zwei sich kreuzenden Zügen
entstehende Druckwelle gemildert werden konnte. Der Schlag und der Druck
auf den Ohren sollten so nicht entstehen. Die so entstandene Frontpartie war für die Augen der Schweizer Fahrgäste etwas gewöhnungsbe-dürftig. So fehlten die seitlichen Abschrägungen und
die Kanten wurden lediglich gerundet ausgeführt. Es war eine technische
Front
entstanden, die klar erkennen liess, dass in diesem Punkt kein Designer
die Hand im Spiel hatte. Alleine damit war die Reihe ETR 470 jedoch nicht,
denn diese Lösung wurde auch bei den ETR 460 verwendet. Mit der Kopfpartie aus Verbundwerkstoffen
verkleidete man den gesamten Bereich um den
Führerstand
herum. Ausschnitte waren nur an jenen Stellen vorhanden, die betrieblich
benötigt wurden. Diese fanden sich beim
Frontfenster,
bei den seitlichen Einstiegen und ganz an der Spitze, wo die Haube
geöffnet werden konnte. Wir beginnen die Betrachtung mit dieser Öffnung,
denn sie wurde eigentlich nur für den Störungsfall vorgesehen.
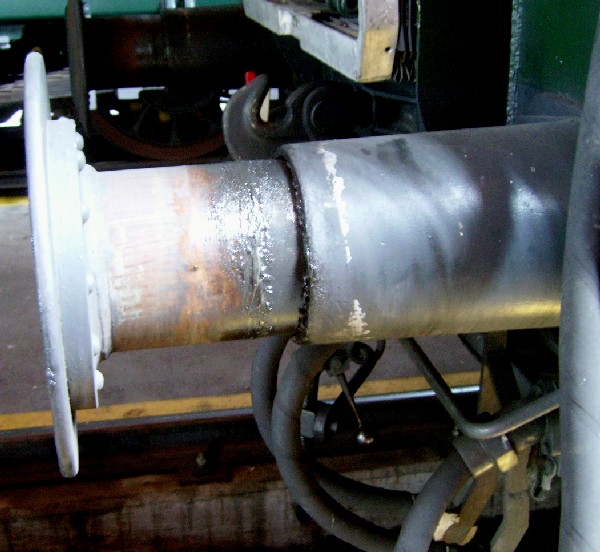
Trotzdem sollte ein defekter
Triebzug
auch mit einem Fahrzeug abgeschleppt werden, dass über die Einrichtungen
nach den Normen der
UIC
verfügte. Dazu kam die vorher erwähnte Öffnung an der Spitze zur
Anwendung. Nahm man diese Abdeckung weg, waren die Zug- und Stossvorrichtungen nach den Normen der UIC zu erkennen. So wie sie in der Nische angeordnet wurden, waren sie jedoch nicht einsatzbereit. Damit wir das Prinzip verstehen, werden wir
diese Bereitschaft erstellen und dabei begannen die Arbeiten mit dem
Öffnen der Haube. Das war dank Scharnieren einfach, den die einfache
Abdeckung wurde nur nach oben weg-geklappt. Um die Puffer verwenden zu können, mussten diese nur nach vorne gezogen werden. Das Gelenk sorgte nun dafür, dass die Stossvorrichtungen richtig gestellt wurden. Um zu verhindern, dass sie ungewollt wieder in die ursprüngliche Stellung gedrückt wurden, war zur Sicherung ein Bolzen vorhanden, der einfach ein-gesteckt werden musste. So waren die beiden seitlichen Puffer bereits für den Einsatz bereit. Die
Puffer
selber waren als übliche
Hülsenpuffer
ausgeführt worden. Sie besassen einen rechteckigen
Pufferteller.
Bei den Abmessungen durfte dieser jedoch nicht mit den üblichen Modellen
verglichen werden. Die Platte war deutlich grösser ausgeführt worden. Das
war nötig, da der
Neigezug
zu Gewinnung von Platz einen sehr langen Überhang hatte. Dank der grossen
Platte kam es in engen
Kurven
nicht zu
Überpufferungen.
Man zog ihn schlicht gegen sich, wobei doch
etwas Kraft erforderlich war. War der
Zughaken
bei der vorderen Position angelangt, konnte man auch ihn mit einem Bol-zen
fixieren und hatte nun auch die
Zugvorrichtung
für den Einsatz vorbereitet. Spezielle Anforderungen an die Hilfslokomotive wurden eigentlich nicht gestellt. Jedoch war klar, dass die in der Schweiz übliche elektrische Bremse nicht benutzt werden durfte. Die dabei auftretenden Kräfte hätten durch
die
Stossvorrichtungen
schlicht nicht mehr aufgenommen werden können. Es war wirklich nur eine
Lösung, die für den Notfall geplant war und betriebliche
Verbindungen
waren bei diesem Zug nicht vor-gesehen. Fehlte aber nur einer der drei benötigten Bolzen, konnte der Triebzug nicht abgeschleppt werden. Da es jedoch zwei Führerstände gab, konnte man sich dort bedienen. Trotzdem war diese Lösung alles andere als
glücklich und die
Puffer
drohten sich zu verfehlen. Mit speziellen Vorschriften sollte dieses
Problem jedoch verhindert wer-den. Da wir aber einen betriebsbereiten Zug
haben, verstauen wir alles wieder in der Nische. Unmittelbar über den versteckten Zug- und
Stossvorrichtungen
befanden sich die beiden unteren Lampen. Diese wurden mit einer dritten
oberen Lampe ergänzt. Wir werden diese später noch etwas genauer ansehen
und wenden uns der grössten Öffnung in der
Front
zu. Das
Frontfenster
der
Neigezüge
war sehr gross ausgefallen und es wurde in der Haube verklebt. Eine damals
übliche Methode um Fenster einzubauen.
Jedoch musste dazu das Glas auch über eine
gewisse Temperatur verfügen. Um die Festigkeit bei jeder Witterung zu
erhalten, war eine
Scheibenheizung
eingebaut worden. Die dazu aufgedampfte Folie sorgte dafür, dass die
Scheibe leicht getönt war. Grossen Wert wurde auch auf die Reinigung der Frontscheibe gelegt. Wegen den Abmessungen mussten jedoch zwei Scheibenwischer montiert werden. Die Antriebe dazu befanden sich unter der Scheibe. Die Wischer waren so montiert worden, dass
die Blätter senkrecht standen. Es war so leicht möglich einen grossen
Bereich zu reinigen. Hartnäckiger Schmutz konnte zudem mit der
Scheibenwaschanlage
gelöst werden. Wir können die Front nun abschliessen und uns den beiden Seitenwänden des Führerstandes zuwenden. Diese waren identisch ausgeführt worden und sie besassen neben einen kleinen Fenster zur Front hin auch eine Einstiegstüre. Das seitliche Fenster war so ausgelegt
worden, dass es von innen geöffnet wer-den konnte. Das war wichtig, wenn
dem
Neigezug
etwelche Dokumente überreicht werden mussten. Zur Kontrolle des
Triebzuges
musste der Lokführer jedoch nicht mehr das Fenster öffnen. Beidseitig
waren dazu
Rückspiegel
montiert worden. Wie bei den Bahnen üblich, konnten diese bei Bedarf
ausgeklappt werden. Eine kleine Seitenscheibe erlaubte über den
Spiegel
den Blick nach hinten. Eine Lösung, die in der Schweiz neu sogar von den
Normen her verlangt wurde und deshalb für die
Zulassung
unbedingt erforderlich war.
Der Lokführer konnte so den Arbeitsplatz in
jedem Fall von einem
Bahnsteig
aus erreichen. Vorausge-setzt der Zug stand an einem solchen Ort, denn
sonst musste die untere Stufe vom Boden aus erreicht werden. Die übliche Leiter mit den beiden seitlichen Griff-stangen hatte vier Sprossen und dabei konnte die unterste wegen dem Lichtraumprofil nur so montiert werden, dass sie vom Boden aus recht hoch war. Es war also die übliche Kletterpartie. Zumindest konnte die Türe vorgängig vom
Boden aus geöffnet werden. Sie öffnete, wie hier üblich nach innen, so
dass die
Einstiegstüre
auch während der Fahrt geöffnet sein konnte. Zum Schluss wurde unter dem
Führerstand
am Kasten noch ein
Bahnräumer
eingebaut. Dieser einfache Schutz für das
Laufwerk
war mittlerweile üblich und das hier benutzte Blech aus Aluminium konnte
als ausreichend angesehen werden. Die lösbaren Befestigungen des
Bahnräumers waren zudem so aufgebaut worden, dass die Höhe eingestellt
werden konnte. So wurde der Abstand zur
Schiene
nicht zu gering.
Die weiteren Bereiche, wie die Einstiegstüren, oder die Fenster der Abteile lassen wir vorerst weg. Diese werden später noch genauer angesehen. In diesem Abschnitt wird es nun Zeit, dass wir die einzelnen Kasten zu einem kompletten Fahrzeug formieren. Daher begeben wir uns zur senkrechten Wand,
die sich am anderen Ende des Kastens befand. Diese war mit dem Kastens
verschweisst worden und auch nicht speziell ausgeführt. Verbunden wurden die einzelnen Wagen mit
einer im unteren Bereich montieren
Kurzkupplung.
Dabei wurden sowohl die Stoss- als auch die
Zugkräfte
über diese
Zugstange
übertragen. Mit Ausnahme der Längsrichtung erlaubte die
Kupplung,
dass sich die beiden Wagen unabhängig bewegen konnten. Das war besonders
wichtig, weil hier ja eine Kastenneigung eingebaut wurde, die jedes
Fahrzeug einzeln steuerte. Wie alle Kurzkupplungen konnten auch diese nur ein einer Werkstatt gelöst werden. Da der Aufwand jedoch dazu sehr gross war, erfolgte das lediglich im schweren Unterhalt, wo die Wagenkasten einzeln behandelt wurden. Jedoch war eine andere als die bei der
Achsfolge
gezeigte Reihenfolge von der mechanischen Seite her kein Problem. Jede
Kupplung
war gleich und erlaubte so den Tausch ohne Probleme. Wir können damit aber auch die Triebzug messen, denn die Länge des ganzen Fahrzeuges betrug 236 600 mm. Gemessen wurde hier über die beiden Fronten, denn es gab ja im Betrieb weder Puffer, noch eine automatische Kupplung. Die im
Pflichtenheft
verlangten Werte wurden daher leicht unterschritten, was aber nur in
geringem Masse erfolgt war. Der Zug ist formiert und er soll nun auf die
Fahrwerke
gestellt werden. |
|||
| Letzte |
Navigation durch das Thema |
Nächste | |
| Home | SBB - Lokomotiven | BLS - Lokomotiven | Kontakt |
|
Copyright 2023 by Bruno Lämmli Lupfig: Alle Rechte vorbehalten |
|||
 Wenn
wir nun den Punkt zwischen den Pluszeichen an-sehen, erkennen wir schnell,
dass insgesamt sechs Fahr-zeuge mit einem
Wenn
wir nun den Punkt zwischen den Pluszeichen an-sehen, erkennen wir schnell,
dass insgesamt sechs Fahr-zeuge mit einem
 Diese
erwähnten Teile des Kastens wurden zuerst ge-schweisst und dann zu einem
Vierkantrohr verbunden. Im Querschnitt war dabei bereits das Profil des
Wagen zu erkennen.
Diese
erwähnten Teile des Kastens wurden zuerst ge-schweisst und dann zu einem
Vierkantrohr verbunden. Im Querschnitt war dabei bereits das Profil des
Wagen zu erkennen. Um
nun die Wagen im Detail zu betrachten, müssen wir jeden einzeln ansehen.
Da bei einem
Um
nun die Wagen im Detail zu betrachten, müssen wir jeden einzeln ansehen.
Da bei einem
 Wie
ich schon erwähnt habe, die Massnahmen zum Schutz des
Wie
ich schon erwähnt habe, die Massnahmen zum Schutz des
 Am
betriebsbereiten
Am
betriebsbereiten
 Die
Die  Als
Glas für die
Als
Glas für die
 Keine
grosse Überraschung waren die beiden seit-lichen Zugänge zum
Keine
grosse Überraschung waren die beiden seit-lichen Zugänge zum
 Uns
bleibt beim betrachteten Wagen nur noch das Dach. Dieses war mit dem
Kasten verschweisst worden und es wurden längs verlaufende Sicken
eingebaut. Diese sorgten dafür, dass das Aluminium in diesem Bereich
stabiler wurde. Gerade die
Uns
bleibt beim betrachteten Wagen nur noch das Dach. Dieses war mit dem
Kasten verschweisst worden und es wurden längs verlaufende Sicken
eingebaut. Diese sorgten dafür, dass das Aluminium in diesem Bereich
stabiler wurde. Gerade die